隨著醫(yī)療器械行業(yè)競(jìng)爭(zhēng)加劇及監(jiān)管要求趨嚴(yán),重慶某醫(yī)療器械企業(yè)面臨生產(chǎn)效率不足、物流成本高企、安全風(fēng)險(xiǎn)突出等問題。為全面提升綜合競(jìng)爭(zhēng)力,上海博革咨詢受邀開展精益工廠布局咨詢項(xiàng)目,以精益生產(chǎn)(Lean Production)為核心方法論,系統(tǒng)性重構(gòu)生產(chǎn)流程、優(yōu)化空間布局、降低運(yùn)營浪費(fèi)。
項(xiàng)目目標(biāo)包括:
效率提升:縮短生產(chǎn)周期20%,設(shè)備綜合效率(OEE)提升至80%以上;
成本優(yōu)化:物流成本降低15%,場(chǎng)地利用率提高25%;
安全合規(guī):符合GMP及ISO 13485標(biāo)準(zhǔn),
柔性擴(kuò)展:建立模塊化布局框架,支持未來產(chǎn)能擴(kuò)充需求。
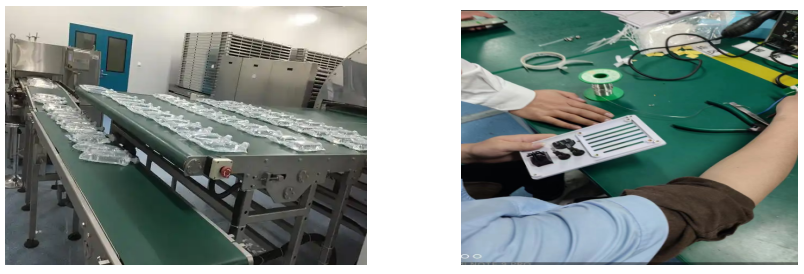
1. 前期問題診斷與分析
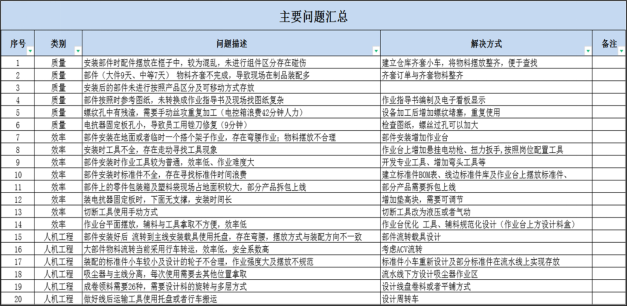
通過現(xiàn)場(chǎng)調(diào)研、數(shù)據(jù)采集與現(xiàn)場(chǎng)觀察,識(shí)別出以下核心問題:
(1)生產(chǎn)流程中的浪費(fèi)
等待浪費(fèi):工序間因設(shè)備故障或物料短缺導(dǎo)致停滯,平均等待時(shí)間占生產(chǎn)周期12%;
搬運(yùn)浪費(fèi):傳統(tǒng)直線型布局導(dǎo)致物料跨區(qū)域搬運(yùn),單件產(chǎn)品物流距離達(dá)150米;
過量生產(chǎn):因需求預(yù)測(cè)偏差,半成品庫存積壓高達(dá)3周用量。
(2)工廠布局與工位設(shè)計(jì)缺陷
空間利用低效:倉儲(chǔ)區(qū)占比35%,遠(yuǎn)高于行業(yè)20%的平均水平;潔凈區(qū)與非潔凈區(qū)交叉,存在污染風(fēng)險(xiǎn);
人機(jī)工程學(xué)缺失:裝配工位工具擺放混亂,員工單日步行距離超5公里,疲勞作業(yè)導(dǎo)致質(zhì)量波動(dòng)。
(3). 物流管理痛點(diǎn)
路徑交叉頻繁:物料與成品物流路線重疊率高達(dá)45%,頻繁擁堵;
信息化水平低:依賴紙質(zhì)單據(jù)傳遞信息,配送延遲率達(dá)18%。
價(jià)值流圖(VSM)分析:繪制當(dāng)前與未來狀態(tài)圖,識(shí)別并消除7大類浪費(fèi)(搬運(yùn)、庫存、動(dòng)作等);
案例:合并焊接與拋光工序,減少中間搬運(yùn)環(huán)節(jié),生產(chǎn)周期縮短8%;
成果:通過SMED技術(shù)將模具換型時(shí)間從45分鐘壓縮至18分鐘,設(shè)備利用率提升12%。
拉動(dòng)式生產(chǎn)系統(tǒng):建立基于看板管理的JIT物料供應(yīng)機(jī)制,半成品庫存降低40%。
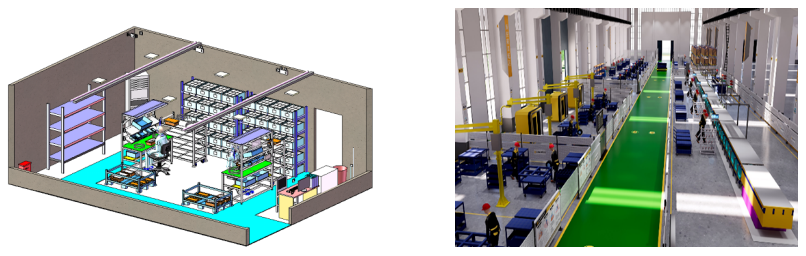
2. 生產(chǎn)線與工位重構(gòu)
單元化產(chǎn)線設(shè)計(jì):
將傳統(tǒng)直線型產(chǎn)線改造為U型單元線,實(shí)現(xiàn)“單件流”生產(chǎn)模式;
配置多功能工作站,支持“一人多機(jī)”操作,減少人員等待時(shí)間30%。
人機(jī)工程優(yōu)化:
依據(jù)ECRS原則(取消、合并、重排、簡化)設(shè)計(jì)工位,工具與物料按“觸手可及”原則定位;
引入防錯(cuò)裝置(Poka-Yoke),如傳感器檢測(cè)零件安裝完整性,誤操作率下降70%。
?
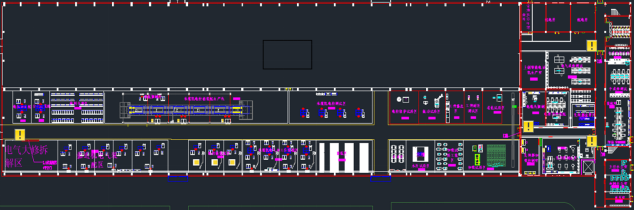
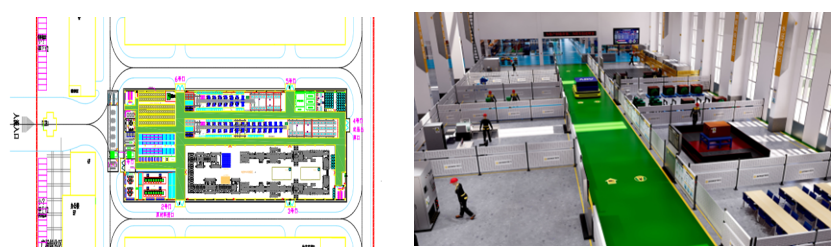
3. 工廠規(guī)劃與功能分區(qū)
“四區(qū)三級(jí)”布局策略:
潔凈等級(jí)分區(qū):按GMP要求劃分A/B/C/D級(jí)潔凈區(qū),設(shè)置獨(dú)立人流與物流通道;
功能模塊劃分:原材料倉→機(jī)加工區(qū)→半成品緩存→裝配線→滅菌區(qū)→成品倉,形成單向流動(dòng);
動(dòng)態(tài)緩沖區(qū)設(shè)計(jì):在關(guān)鍵工序間設(shè)置彈性緩存區(qū),平衡產(chǎn)能波動(dòng)。
空間利用率提升:采用雙層貨架與垂直存儲(chǔ)系統(tǒng),倉儲(chǔ)面積壓縮20%,釋放空間用于新增2條產(chǎn)線。
4. 物流路線規(guī)劃與智能化升級(jí)
物流容器規(guī)劃
物流路徑優(yōu)化:
主通道設(shè)計(jì)為環(huán)形單向路線,分支物流線按“樹狀結(jié)構(gòu)”延伸至各工位;
原材料與成品物流完全分離,交叉率從45%降至8%。
智能物流系統(tǒng):
引入AGV自動(dòng)搬運(yùn)車與電子看板系統(tǒng),實(shí)現(xiàn)“按需配送”;
通過WMS系統(tǒng)實(shí)時(shí)監(jiān)控庫存,庫存周轉(zhuǎn)天數(shù)從45天縮短至28天。
?
5. 安全與環(huán)境改善
安全防護(hù)升級(jí):
設(shè)備加裝光柵防護(hù)與急停按鈕,危險(xiǎn)區(qū)域設(shè)置紅外感應(yīng)報(bào)警裝置;
建立可視化安全標(biāo)識(shí)系統(tǒng)(如紅黃綠分區(qū)、應(yīng)急逃生路線指引)。
環(huán)境合規(guī)性強(qiáng)化:
潔凈區(qū)配置FFU層流送風(fēng)系統(tǒng),壓差監(jiān)控?cái)?shù)據(jù)聯(lián)網(wǎng)預(yù)警;
廢棄物分類處理通道獨(dú)立設(shè)計(jì),避免交叉污染。
1. 效率與成本指標(biāo)
人均產(chǎn)出提升25%,設(shè)備OEE從65%提升至82%;
物流路徑縮短55%,配送效率提升38%;
場(chǎng)地利用率提高28%,年節(jié)省租金成本約120萬元。
2. 質(zhì)量與安全改善
產(chǎn)品一次合格率從92%提升至97.5%,客戶投訴率下降45%;
工傷事故率下降60%,通過ISO 13485體系復(fù)審。
3. 可持續(xù)性管理機(jī)制
建立布局動(dòng)態(tài)評(píng)估模型,支持產(chǎn)能擴(kuò)展至150%;
編制《精益操作手冊(cè)》與《5S管理標(biāo)準(zhǔn)》,培養(yǎng)內(nèi)部精益團(tuán)隊(duì)15人。
4. 持續(xù)改進(jìn)方向
數(shù)字化轉(zhuǎn)型:推進(jìn)MES(制造執(zhí)行系統(tǒng))與數(shù)字孿生技術(shù)應(yīng)用,實(shí)現(xiàn)全流程透明化管理;
綠色制造:優(yōu)化能源管理系統(tǒng),目標(biāo)達(dá)成單位產(chǎn)值能耗降低10%;
供應(yīng)鏈協(xié)同:與供應(yīng)商共建VMI(供應(yīng)商管理庫存)模式,進(jìn)一步壓縮供應(yīng)鏈周期。
本次精益工廠布局項(xiàng)目不僅解決了企業(yè)當(dāng)前的生產(chǎn)瓶頸,更構(gòu)建了一套可持續(xù)的精益管理體系,為醫(yī)療器械行業(yè)的高質(zhì)量發(fā)展提供了實(shí)踐范例。未來,企業(yè)需持續(xù)深化精益理念,擁抱智能化與綠色化趨勢(shì),方能在激烈競(jìng)爭(zhēng)中保持領(lǐng)先地位。

.jpg)
.png)
.png)
.png)



.png) 工程機(jī)械集團(tuán)供公司精益管理戰(zhàn)略案例
工程機(jī)械集團(tuán)供公司精益管理戰(zhàn)略案例  某線束工廠裝配車間連續(xù)流生產(chǎn)線規(guī)劃案例分享
某線束工廠裝配車間連續(xù)流生產(chǎn)線規(guī)劃案例分享  某煤機(jī)集團(tuán)防爆車標(biāo)準(zhǔn)化工位建設(shè)促進(jìn)精益現(xiàn)場(chǎng)建設(shè)案例
某煤機(jī)集團(tuán)防爆車標(biāo)準(zhǔn)化工位建設(shè)促進(jìn)精益現(xiàn)場(chǎng)建設(shè)案例